Ajuste da Indutância: quando e como usar?
Entenda como e quando ajustar a Indutância na soldagem MIG/MAG e arame tubular para obter um arco estável, reduzir respingos e melhorar a qualidade da solda.

O recurso da INDUTÂNCIA, mais utilizado no processo MIG/MAG, é determinante para garantir um arco mais estável e minimizar respingos. O ajuste correto busca melhorar significativamente a qualidade da solda e o visual da solda, tornando o processo mais controlado.
Neste artigo, exploraremos a funcionalidade da INDUTÂNCIA, explicando como e quando ajustá-la conforme os diferentes tipos de transferência metálica e condições operacionais.
Vamos entender como a INDUTÂNCIA atua como um filtro da corrente elétrica e de que forma seu ajuste influencia na estabilidade do arco e no acabamento do cordão de solda.
O que é INDUTÂNCIA?
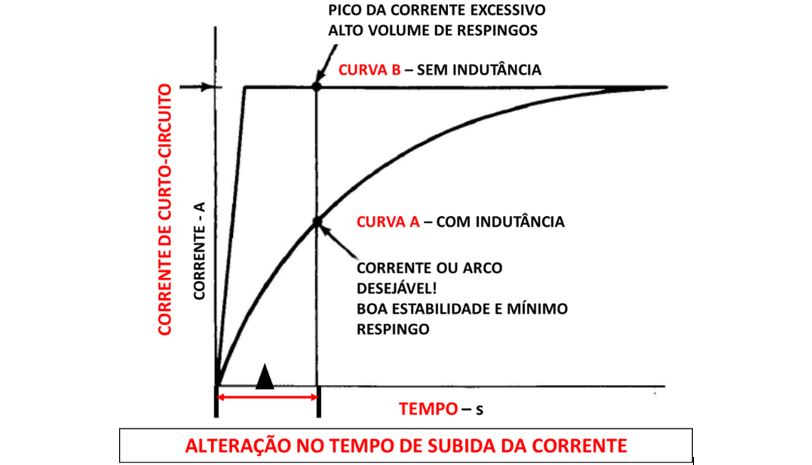
A INDUTÂNCIA é a propriedade de um controle elétrico que atua como um filtro da corrente, influenciando a estabilidade do arco elétrico e a quantidade de respingos gerados durante a soldagem. Em outras palavras, ela controla a velocidade com que a corrente elétrica atinge seu valor máximo após o curto-circuito.
Quando a INDUTÂNCIA é aumentada, a subida da corrente é mais lenta, resultando em um arco mais estável e com menos respingos. Já com uma INDUTÂNCIA menor, a corrente sobe rapidamente, tornando o arco mais seco e podendo aumentar a quantidade de respingos.
Não há um valor ideal para a INDUTÂNCIA, pois sua regulagem depende de fatores como tipo de gás, stick-out (distância entre a ponta do arame e a peça), sentido da soldagem e outros parâmetros do processo.
Nem toda máquina de solda tem este controle. Algumas possuem INDUTÂNCIA fixa, enquanto outras permitem ajustes em diferentes escalas, como 0 a 10, -10 a +10, entre outras variações. No entanto, a finalidade é sempre a mesma.
Para que serve a INDUTÂNCIA?

Este recurso é mais funcional no processo MAG, na abertura do arco e durante a soldagem quando utilizada a transferência por curto-circuito. A INDUTÂNCIA é relevante nesses momentos porque sua principal função é controlar a variação da corrente elétrica, garantindo maior estabilidade no processo.
Durante a soldagem em transferência curto-circuito
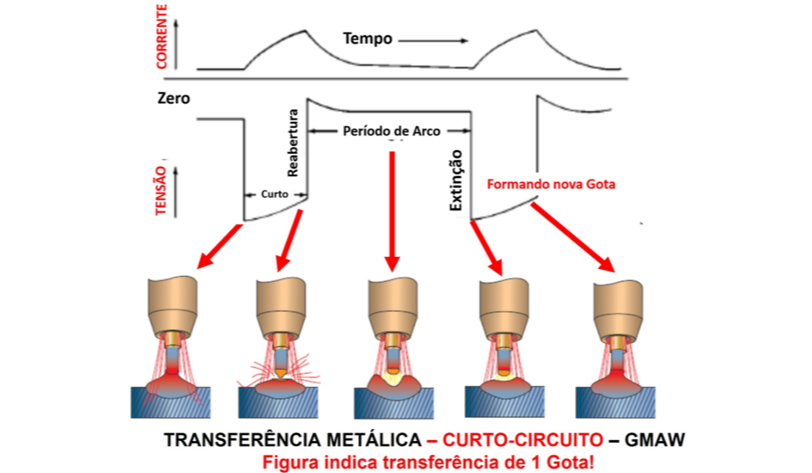
O metal de adição (arame) entra em contato com a poça de fusão, criando um curto-circuito. Nesse instante, a corrente elétrica tende a subir rapidamente para romper essa conexão e restabelecer o arco elétrico.
Esse evento, na transferência metálica em curto-circuito, ocorre centenas de vezes por segundo — cada curto-circuito corresponde a uma gota metálica sendo transferida para a poça de fusão — durante a operação de soldagem no processo MAG. É nesses eventos que a indutância se torna mais efetiva, conforme mostra a figura a seguir.
• Se a corrente sobe muito rápido (INDUTÂNCIA no mínimo), há uma liberação repentina de energia, podendo gerar respingos;
• Se a corrente sobe lentamente (com maior INDUTÂNCIA), a transição é mais suave, reduzindo respingos e tornando o arco mais estável.
Na abertura do arco
Quando se inicia a soldagem, o arame toca a peça ou a junta, ocorrendo um ou vários curtos-circuitos até que o arco se estabilize. Esse processo dura menos de 0,5 segundo.
Assim, com a subida e queda da corrente, a INDUTÂNCIA permite ajustar a velocidade dessa resposta, proporcionando uma melhor abertura do arco e maior controle na transferência das gotas ao longo da soldagem.
• Baixa INDUTÂNCIA: A corrente pode subir abruptamente, resultando em uma abertura de arco ruim e instabilidade ao longo da solda;
• Alta INDUTÂNCIA: A corrente sobe de forma mais suave, ajudando a facilitar a abertura e manter a estabilidade do arco. Uma INDUTÂNCIA muito alta também pode gerar respingos e, por essa razão, é sempre necessário um ajuste apropriado, dependendo das variáveis mencionadas neste artigo.
No processo de solda Arame Tubular, com ou sem gás, a INDUTÂNCIA apenas influencia a abertura do arco. Isso acontece porque a maioria dos arames tubulares não operam com transferência metálica por curto-circuito.
INDUTÂNCIA na Soldagem MAG: tipos de gás
• Com CO₂ puro: Uma INDUTÂNCIA maior pode ajudar a controlar o arco e reduzir os respingos;
• Com mistura Argônio + CO₂: Pode-se trabalhar com uma INDUTÂNCIA menor, pois o gás Argônio permite obter um arco mais estável e menos dependente do ajuste da indutância.
Principais fatores que influenciam o ajuste da INDUTÂNCIA
1. Composição do Gás;
2. Diâmetro e Tipo de Arame;
3. Sentido de Soldagem (Puxando ou Empurrando);
4. Parâmetros de Soldagem: Tensão/Voltagem e Corrente/Amperagem;
5. Comprimento do Arame entre o Bico e a Peça (Stick-Out).
Quais são os efeitos da variação da INDUTÂNCIA?
Lembramos que, nem sempre, ajustar a INDUTÂNCIA ao máximo resulta em menos respingos. Existe um ponto ideal para cada situação de soldagem.

INDUTÂNCIA: um recurso simples e efetivo
O ajuste da INDUTÂNCIA é uma ferramenta valiosa para melhorar o visual e a qualidade da solda, reduzir respingos e estabilizar o arco — especialmente na soldagem MAG com transferência por curto-circuito.
Essa é uma dúvida comum entre profissionais da soldagem, e entender seu funcionamento pode contribuir para melhores resultados, principalmente em chapas finas, passes de raiz e soldas fora de posição.
Este artigo certamente ajuda a esclarecer essa dúvida e oferece mais um recurso para otimizar o seu processo. No entanto, é importante lembrar que algumas máquinas até possuem um comando ou local de ajuste, mas ele pode ser falso e sem efetividade.
Sempre adquira equipamentos aprovados pela norma ABNT NBR ISO 60974-1.
Não deixe de acompanhar o blog da Sumig para mais dicas e conteúdos técnicos que podem transformar sua experiência no universo da soldagem!
Conteúdos que podem interessar você:
• O que é INDUTÂNCIA na soldagem MIG/MAG?
• Saiba como tudo sobre o processo de soldagem MIG/MAG
• Qual a melhor posição de soldagem?