Entenda a transferência globular no processo MIG/MAG
Neste artigo, vamos entender quais as aplicações, os benefícios e as limitações desta transferência nas operações de soldagem.

A transferência metálica globular no processo MIG/MAG é um efeito caracterizado pela transferência de gotas metálicas, geralmente maiores que o diâmetro do arame, através da coluna do arco e com curtos-circuitos ocasionais.
Apesar de ser pouco utilizada devido à grande quantidade de respingos gerados, a transferência globular tem aplicações específicas que podem ser exploradas, dependendo do tipo de material e das condições de soldagem.
Neste artigo, vamos entender quais as aplicações, os benefícios e as limitações desta transferência nas operações de soldagem.
O que é transferência globular?
A transferência globular ocorre quando o arco elétrico transfere gotas metálicas de forma “irregular”, promovendo respingos consideráveis que aderem à superfície da junta soldada.
Essa irregularidade está associada ao fato de que as gotas são maiores do que o diâmetro do arame e são transferidas com curtos-circuitos ocasionais, o que resulta em uma transferência menos previsível em comparação com outras transferências.
A transferência das gotas até a poça de fusão ocorre por ação da gravidade e força eletromagnética e não por curtos-circuitos. Por isso, não costuma ser aplicável a algumas posições de soldagem, como vertical descendente ou a solda sobre-cabeça, já que é dependente da ação da gravidade.
Esse tipo de transferência é comum ocorrer ao usar gás CO2 puro ou misturas tipo 75/25 ou 80/20, especialmente quando o soldador busca maior depósito de material em relação à transferência por curto-circuito. Os parâmetros geralmente são maiores do que aqueles usados em transferência curto-circuito. Ajuste da indutância têm pouca influência na redução dos respingos.
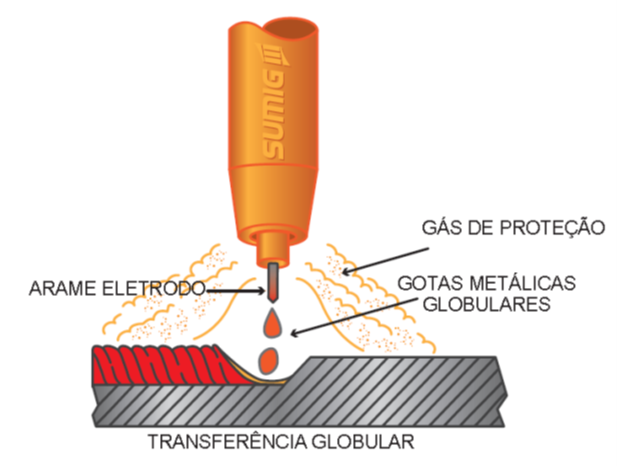
Como pode ser visto na imagem da transferência globular, o visual do cordão de solda não é o ideal e o volume de respingos é excessivo. São estas as principais razões de ser uma transferência pouco utilizada.
Transferência globular: quais são os benefícios?
Embora não seja a opção mais comum para aplicações que exigem alta precisão ou acabamento, a transferência globular é empregada em casos específicos, principalmente em soldagens que não demandam um controle rigoroso do acabamento do cordão de solda.
A transferência globular, apresenta vantagens em situações específicas:
Soldagem de chapas espessas
Em chapas acima de 4mm de espessura, a transferência globular se beneficia de sua maior capacidade de penetração e depósito de material. Isso ocorre porque os parâmetros, corrente e tensão, e as gotas de metal transferidas são significativamente maiores que no modo curto-circuito, permitindo assim uma maior razão de depósito de material.
Soldagem de chapas finas
Em chapas abaixo de 4mm de espessura, a transferência globular pode ser usada na posição vertical descendente, porém não é garantido que tenha penetração e fusão de qualidade.
Velocidade de soldagem
Devido à maior energia envolvida no processo, a velocidade de soldagem é maior do que a usada em transferência por curto-circuito.
Limitações e cuidados da transferência globular
A instabilidade do arco na transferência globular apresenta as seguintes limitações:
Excesso de respingos
Apresenta uma quantidade significativa de respingos durante a soldagem, respingos estes de difícil remoção.
Esses respingos aderem facilmente às peças e ao bocal e bico de contato da tocha, exigindo limpezas frequentes para manter a eficiência do processo.
A escolha de gases de proteção, como CO₂ puro, tende a intensificar esse problema, demandando maior atenção na preparação e na execução da solda.
Falta de fusão
A transferência globular tem maior propensão a apresentar falta de fusão em chapas grossas ou na soldagem em posições como a vertical descendente.
Isso ocorre porque as gotas metálicas, ao serem transferidas, perdem energia antes de penetrar completamente na poça de fusão e por não ter uma boa estabilidade do arco.
Ajustes inadequados de tensão e corrente podem amplificar esse problema, tornando indispensável o uso correto de parâmetros operacionais.
Deformação da chapa
A alta penetração associada à transferência com maior energia pode causar deformações indesejadas, especialmente em chapas mais finas.
Essa característica é resultado da elevada quantidade de calor gerada durante a soldagem, que pode levar à deformação das peças.
Para minimizar esse efeito, recomenda-se um controle rigoroso da sequência de soldagem e a utilização de técnicas que distribuam melhor o calor.

Falta de penetração e fusão
Dicas para o uso do processo MIG/MAG com transferência globular
Stick-Out correto
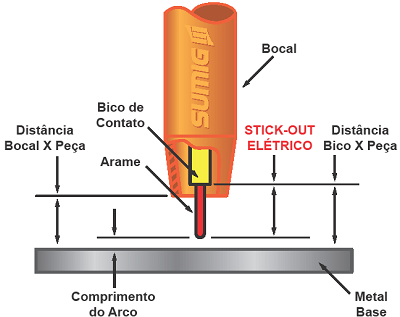
Utilize uma distância máxima equivalente a 15 vezes o diâmetro do arame entre o bico de contato e a peça (stick-out elétrico). Essa medida é crucial para garantir uma transferência mais estável. Um stick-out inadequado pode aumentar a instabilidade do arco, gerar mais respingos e comprometer a qualidade do cordão de solda.
Controle de vazão de gás
Regule a vazão do gás de proteção entre 12 e 15 l/min. Esta vazão é ideal para garantir que o arco e o metal fundido estejam devidamente protegidos contra a contaminação atmosférica, reduzindo a formação de porosidades.
Vazões fora dessa faixa podem causar problemas: valores muito baixos comprometem a proteção, enquanto valores muito altos criam turbulência, aumentando respingos.
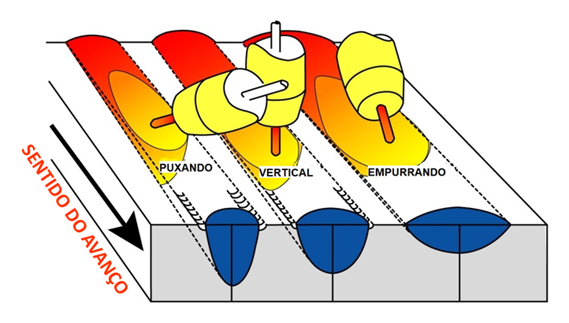
Posição da tocha
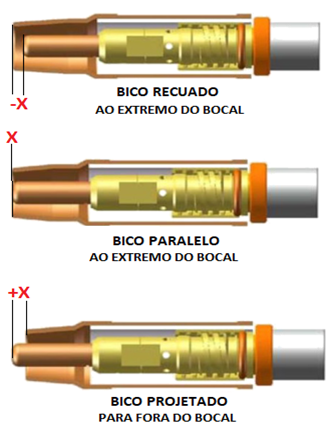
Mantenha o bico de contato paralelo ao bocal e aponte a tocha de soldagem no sentido de soldar puxando ou empurrando.
Essas posições ajudam a direcionar o arco e o metal fundido com maior controle, minimizando respingos e garantindo um cordão mais uniforme.
Evite inclinações excessivas da tocha, pois elas podem comprometer a estabilidade do arco e aumentar o risco de defeitos como falta de fusão.
Segurança em primeiro lugar: fique atento aos canais da Sumig
Embora seja uma técnica menos popular, a transferência globular pode ser útil em aplicações específicas que requerem boa penetração e maior depósito de arame.
No entanto, é essencial considerar suas limitações e seguir as boas práticas para minimizar problemas como respingos e falta de fusão.
Quer saber mais sobre o universo da soldagem? Explore mais dicas e conteúdos no blog da Sumig e eleve a qualidade do seu trabalho!
Conteúdos que podem interessar você:
• Tudo o que você precisa saber sobre o processo de soldagem MIG/MAG
• Entenda a diferença entre DEFEITO e DESCONTINUIDADE e saiba como identificá-los
• 8 principais causas de soldas ruins e como evitá-las